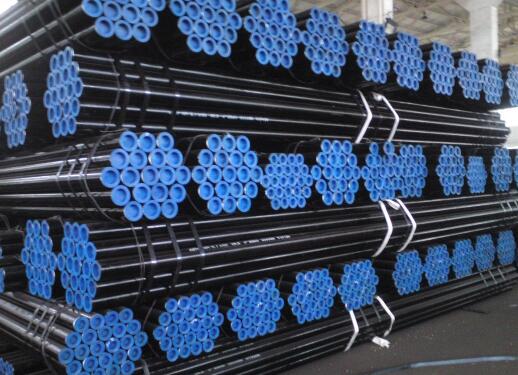
大口径钢管的直缝焊是用钢板生产的,而大口径钢管的螺旋焊是用热轧卷材生产的。热轧带钢轧制工艺具有一系列优势,具备生产优质管线钢的冶金工艺能力。例如,在输出门架上安装水冷系统以加速冷却,这允许使用低合金成分来实现特殊的强度水平和低温韧性,从而提高钢的可焊性。但是,这种系统在钢板生产厂基本没有。

卷板的合金含量(碳当量)往往低于同类牌号,这也提高了大口径钢管螺旋焊缝的可焊性。由于螺旋焊卷的轧制方向不是垂直钢管轴线的方向(夹点取决于钢管的螺旋角),而直缝焊钢板的轧制方向与轴向垂直在钢管中,螺旋焊材料的抗裂性优于直缝焊。
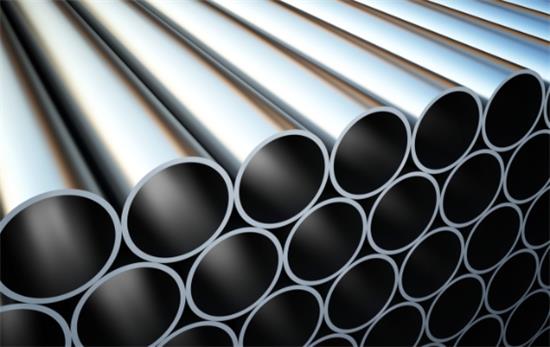
直缝焊磁性探伤只能发现磁性Q235B直缝埋弧焊管的表面和近表面缺陷,只能对缺陷进行定量分析。缺陷的性质和深度只能根据经验来估计。磁性检测是通过铁磁性Q235B直缝焊管的磁通磁化来发现缺陷。按漏磁测量方法可分为磁粉法、磁感应法和磁记录法,其中磁粉法应用最为广泛。螺旋焊熔深试验是利用某些液体的渗透性等物理性质发现和显示缺陷,包括着色试验和荧光探伤,可用于检查铁磁性和非铁磁性材料表面的缺陷。