如何提高ERW钢管焊缝的冲击韧性是制管技术中的一大难题。在大批量生产实践的基础上,分析了影响ERW直缝电阻焊钢管焊缝冲击韧性的各种因素。指出,为了进一步提高焊缝的冲击韧性,满足长输管线对ERW钢管的高韧性要求,需要从原材料卷材的质量控制入手,结合制管工艺,加强成型、焊接和焊后在线热处理的质量控制。
一、ERW钢管焊缝韧性特点
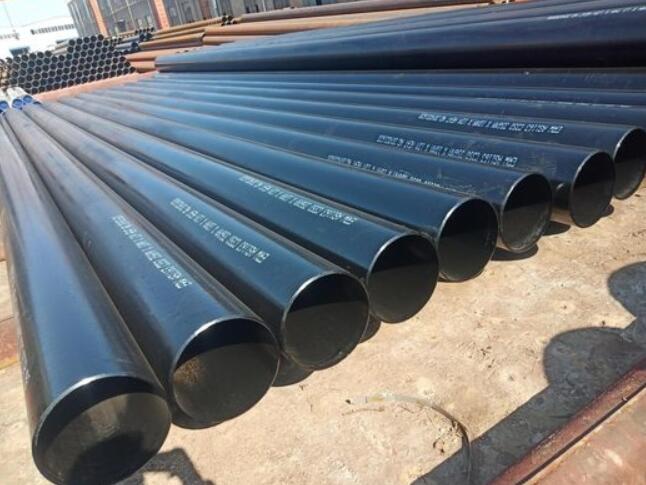
ERW钢管的焊接工艺是利用高频电流产生的集肤效应原理,将热轧板边缘加热至熔融状态,然后采用机械挤压法进行焊接。该工艺生产的钢管焊缝中心出现一条白色的熔合线,熔合线两侧的热影响区会产生一条从中间向内外表面延伸的金属流线。由于ERW钢管采用母材作为焊接材料,焊缝的性能与母材的性能有很大关系。在普通材料中,焊缝与母材的夏比冲击试验吸收能值差别不大。反之,高韧性材料则有较大差异。焊接接头的冲击韧性明显不如母材,但明显优于普通材料。可见,ERW钢管焊缝中心的冲击韧性,即使采用高韧性材料,虽然提高了焊缝的韧性,但并不能完全提高焊缝中心的冲击韧性.
2、焊缝冲击韧性的影响因素
影响焊缝冲击韧性的主要因素有:(1)原材料的理化性能;(2)原材料的晶粒度和非金属夹杂物;(3)焊缝热处理条件;(4)成型条件;(5)焊接条件。
提示:ASTM A53涵盖标称壁厚的无缝和焊接钢管。表面状态通常为黑色和热浸镀锌。ASTM A 53 主要用于压力和机械应用,也用于输送蒸汽、水、气体管线。
A53 B 级无缝管是我们在该规范下最具极性的产品,A53 管通常获得A106 B无缝管的双重认证。
ASTM A53 B级为美国钢管标准下的材料,API 5L Gr.B也是美国标准下的材料,A53 GR.B ERW是指A53 GR.B的电阻焊钢管;API 5L GR.B Welded是指API 5L GR.B的材质焊接钢管。