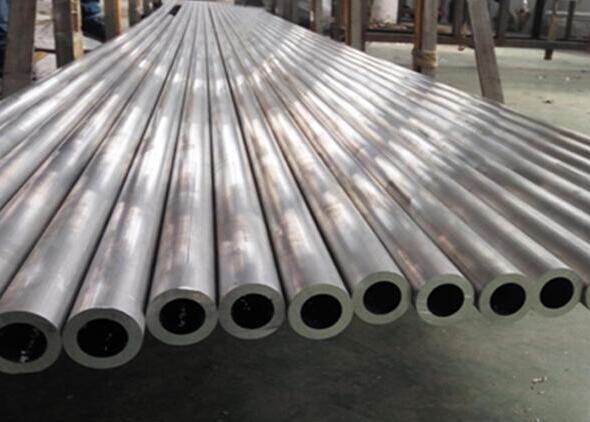
热扩无缝钢管是我们常说的一种热扩管,而密度相对较低但收缩性强的钢管可以简称为热扩管。用斜轧法或拉拔法扩大管径的粗加工精加工工艺。在较短时间内加大钢管外径,可生产非标、异型无缝管,成本低,生产效率高,是一种发展国际轧管领域的趋势。
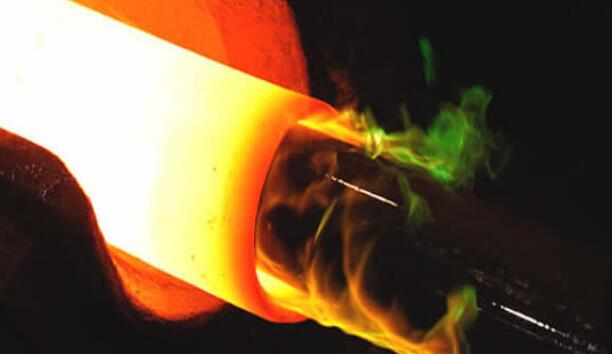
轧制无缝管的原材料为圆管坯,圆管坯用切割机切割成1m左右的坯料,通过传送带送入炉内加热。钢坯被送入熔炉并加热到大约 1200 摄氏度的温度。燃料是氢气或乙炔。炉温控制是一个关键问题。
圆坯放出后,经过冲孔机。比较常见的冲孔机是圆锥滚子冲孔机。该打孔机生产效率高,产品质量好,打孔直径大,可穿多种钢种。穿孔后,圆坯依次由三辊轧制、轧制或挤压而成。挤出后,管子应该上浆。定径机通过锥形钻头高速旋转进入钢芯,形成钢管。钢管的内径由定径机钻头的外径决定。
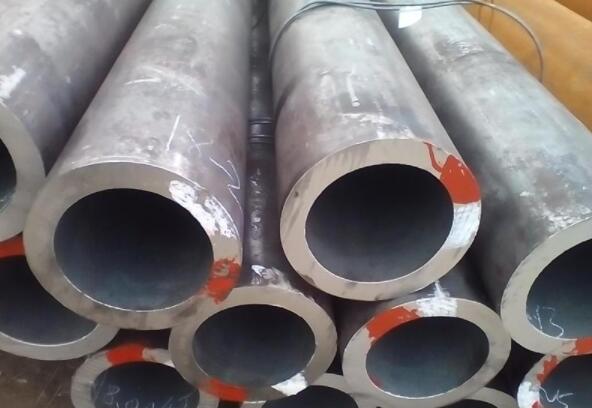
钢管定径后进入冷却塔,喷水冷却。钢管冷却后进行矫直。钢管矫直后由传送带送至金属探伤仪(或水压试验)进行内部探伤。如果钢管内部有裂纹、气泡等问题就会被检测出来。钢管经过质量检验后,必须手工精心挑选。钢管质量检验合格后喷上油漆,喷上编号、规格、生产批号等,由起重机吊入库房。